丂侾丏晹昳嵽椏乮僱僕椶乯M3亊10僫儀僐僱僕丄暯嵗丄偽偹嵗丄僫僢僩丄R2-3S抂巕丄R1.25乕俁S抂巕
丂丂


丂俀丏壛岺晹昳乮M3僗儁乕僒乗乯20噊丂M3亊6僫儀僐僱僕寠媦傃冇俁亊10噊寠壛岺丄10噊丂冇俁寠壛岺
丂丂丂20噊
 丂10噊
丂10噊
丂俁丏VP 13墫價僷僀僾寠偁偗壛岺
丂丂丂丂

丂係丏冇俁噊峝摵慄愜傝嬋偘丄M3僱僕壛岺
丂丂丂丂
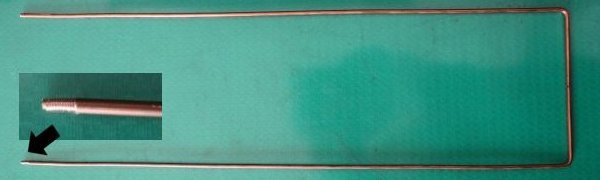
丂俆丏媼揹儐僯僢僩乮峝摵慄僱僕媦傃嶍傝壛岺乯亄R2-3S抂巕亄10噊僗儁乕僒乗僱僕椶
丂丂丂丂
 丂
丂
丂俇丏媼揹晹墫價斅寠偁偗壛岺
丂丂丂丂
 丂
丂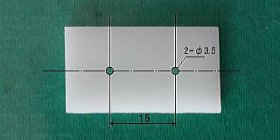
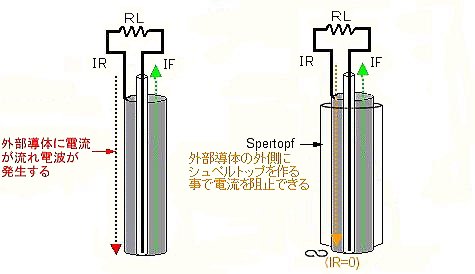
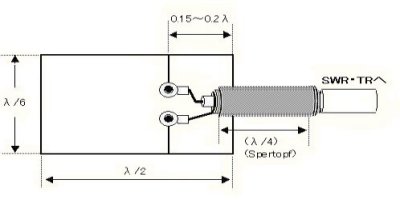
丂俈丏Spertopf乮僔儏儁儖僩僢僾僶儔儞乯偺峔憿
丂丂
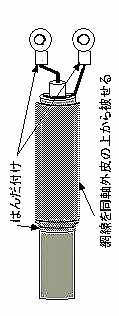
丂俉丏Spertopf乮僔儏儁儖僩僢僾僶儔儞乯偺壛岺
丂丂丂

丂丂丂媼揹梡摨幉働乕僽儖傾僢僔乕乮3D2V 50兌乯L=侾丏2m偺愭抂壛岺
丂丂丂
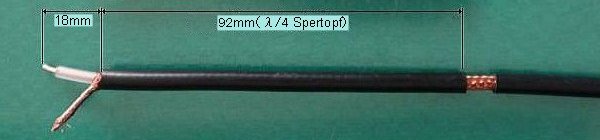
丂丂丂摨幉奜旂偺忋偵Spertopf乮栐慄乯傪摨幉偺斀懳懁偐傜旐偣傞
丂丂丂

丂丂丂Spertopf偺愭抂偲摨幉奜旂愙懕晹傪偼傫偩晅偗偱張棟
丂丂丂

丂丂丂廂弅僠儏乕僽傪旐偣乮傛偭偨栐慄丗係丏侽俲丂Spertopf奜憰丗俉丏侽K乯僿傾僪儔僀儎乕偱廂弅
丂丂丂

丂丂丂抂巕乮怱慄丗俼侾丏俀俆亅俁俽丂栐慄丗俼俀亅俁俽乯偺偼傫偩晅偗
丂丂丂

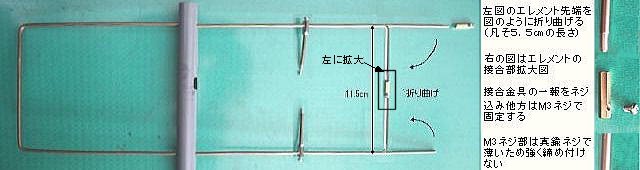
丂俋丏傾儞僥僫偺慻棫偰
丂丂丂丂丂
丂丂丂丂丂丂丂丂僄儗儊儞僩挿丂乮侾乛俀兩丗俁俆噋丂丂侾乛俇兩丗侾侾丏俆噋乯
丂丂墫價僷僀僾偵僄儗儊儞僩峝摵慄傪壓恾偺條偵嵎偟崬傒媼揹晹僗儁乕僒乗偹偠傪捠偟偰偐傜
丂丂愭抂偐傜俆丏俆噋偺張偱愜傝嬋偘傞
丂丂
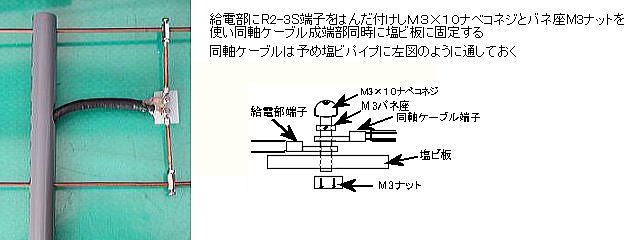
丂丂媼揹晹偺慻棫偰乮俀儢強偺僱僕掲傔乯
丂丂
丂侾侽丏媼揹梡摨幉働乕僽儖愭抂BNC僐僱僋僞乕庢晅壛岺
丂丂摨幉働乕僽儖偺栐慄丒恈慄嫟偵5mm偺悺朄偱旐暍傪攳偒恈慄偵僐僱僋僞乕偺僺儞偺偼傫偩嫙媼
丂丂寠偵棳偟崬傓丅偦偺帪偼傫偩偑懡偡偓傞偲懁偵棳傟偰僺儞偑擖傜側偔側傞偺偱拲堄
丂丂僐僱僋僞偺慻傒棫偰偼壓恾偺傛偆偵屌掕僱僕晹暘丄暯儚僢僔儍乕丄僑儉儕儞僌丄栐慄僋儔儞僾偺弴
丂丂偵働乕僽儖偵憰拝偟愭抂偺栐慄傪棤曉偟偰偐傜僐僱僋僞乕杮懱偵憓擖偟僱僕掲傔傪偟偰姰惉偡傞
丂丂仸丂栐慄偺傂偘偱恈慄偵僔儑乕僩偟側偄傛偆偵拲堄偡傞偙偲
丂丂丂丂丂





丂丂丂丂丂係俁侽MH倸懷僿儞僥僫姰惉
丂丂丂丂丂

丂丂姰惉昳偺SWR惈擻
丂丂丂丂丂
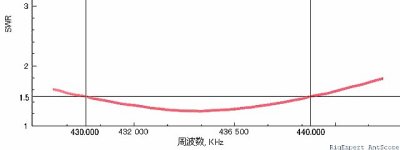 丂侾丏俆埲壓乮430乣440MHz乯
丂侾丏俆埲壓乮430乣440MHz乯